


联系我们

钢筋笼盘丝机30米长型号齐全
更新时间:2025-06-17 01:17:05 ip归属地:甘肃,天气:多云,温度:18-31 浏览次数:11 公司名称: 建贸机械 (甘肃省分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 26000/台 |
| 发货期限 | 1 |
| 供货总量 | 999 |
| 运费说明 | 包邮 |
| 小起订 | 1 |
| 质量等级 | 特级 |
| 是否厂家 | 是 |
| 产品材质 | 钢材 |
| 产品品牌 | 河南建贸 |
| 发货城市 | 许昌 |
| 产品产地 | 河南 |
| 产品型号 | JMRLJ-3000 |
| 可售卖地 | 全国 |
| 质保时间 | 一年 |
| 型号 | JMRLJ-3000 |
| 钢筋笼直径 | 400-3000mm |
| 钢筋笼长度 | 2-36m |
| 电机总功率 | 14KW |
| 缠绕筋 | 4-18mm |
| 缠绕筋间距 | 可调 |
| 焊接方式 | 二保焊机 |
| 焊接材料 | 焊丝焊条等 |
| 范围 | 钢筋笼盘丝机30米长供应范围覆盖甘肃省 兰州市、嘉峪关市、武威市、酒泉市、陇南市、合作市、临夏市、定西市、庆阳市、平凉市、张掖市、天水市、白银市、金昌市等区域。 |



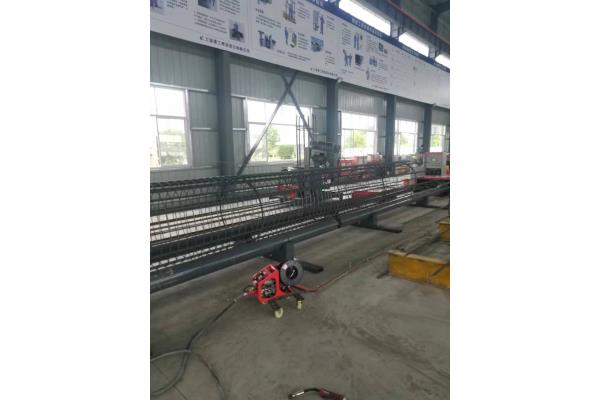


甘肃钢筋笼盘丝机30米长型号齐全

钢筋出筒后如头往上翘,调节上边一组轮适当往下压,如果出筒之后钢筋往下翘,调节下边一组轮适当的往上顶,始终使钢筋出头端呈水平状态。
当数控钢筋笼滚焊机弯双筋是靠外一根钢筋出来后有脱落弯曲芯轴的现象,将预矫直一组轮的外轮适当向内压,致使双筋相互靠拢。弯较大的箍筋时弯曲速度应相应减慢。
当数控钢筋笼滚焊机出现弯丝现象,可以调整下调直块的角度,看是否和调直器,压滚槽在一条直线上。
数控钢筋笼滚焊机的弯曲芯轴的调节:调节起落架汽缸,使弯曲芯轴的上顶点与导线筒孔的下边成水平或低导线筒孔下边1-2mm。压紧气压好保持在4兆帕左右以免造成钢筋变形及设备损坏。
数控钢筋笼滚焊机在弯曲的过程中出现断丝现象。首先要检查调直块角度看看是否过大,或者是刀退不回,送丝滚上的压簧过松,材质不好等。

人品合一双赢利益观是河南建贸永续经营保障。
所有利益相关方主要包括家人、户、股东。形成一个个利益共同体,共赢共享共创价值。只有所有利益相关方共赢,人与商品合一双赢方显实际,“人”即具有两创精神家人;“品”即户使价值真实。每位家人都在不同自主经营体中为户创造价值,从而实现自身价值,企业价值和股东价值自然体现。
河南建贸愿景:
我们不向客户承诺不实际理论,吹嘘、夸大其词。但能保证一直都在道路上,因为市场给了我们,客户给了我们认可。市场在变,需求在变,一切都在变。能在变中而不变河南建贸已经踏实领悟到,只要学习速度、进步速度、科技速度、发现速度没有停止,就能立市场一席之地。河南建贸人遵从“品质、良心、双赢”企业理念,以求生存,以诚求发展,以做人为基础,一步一个脚印,诚恳与各界朋友相拥合作,共图大业。
河南建贸成立多年来一直立足于各种钢筋加工设备的研究和生产,现已成为钢筋设备的专业生产厂家。以精良的工艺装备,先进的工艺 技术,严格的管理体系,热情的售后服务赢得了用户,产品畅销全国各地,并获得多项殊荣。
数控钢筋笼滚焊机数控钢筋自动焊弯圆机
钢筋笼焊机采用PLC和变频控制技术,使钢筋笼的绕筋精度到一米内,间距误差5mm以内;
绕筋主动送料,调直结构设计,避免了以前钢筋笼制作过程中绕筋较软或较细时,绕筋在主筋上形成菱形而非圆弧形的弊病;
绕筋、主筋可双筋同时制作;
自动上料系统采用智能化控制,可使大型钢筋笼的制作变的更加轻松;
钢筋笼主筋可以用套筒或对焊连接加长;
钢筋笼设备采用液压支撑上升或下降,能确保钢筋制作过程不变形,不开焊;
采用二氧化碳保护焊、焊接,焊接速度快,无焊差,质量好或选配自动焊接装置;
操作简单,只需2-3人操作,如熟练操作每天可生产400米左右的钢筋笼。目前是国内产量 高、运行 平稳的钢筋笼滚焊设备;
成品钢筋笼可通过监理免检。
甘肃钢筋笼绕筋机由机械工作部分与电器控制部分组成: 1、机械部分主要由:主驱动系统、拉筋系统、电极系统、液压拖网系统。 1)主驱动系统 由主驱动变频调速电机,驱动主机转动,实现环筋在纵筋上的缠绕,以完成环筋的缠绕过程,同时向焊接控制系统传输焊接号。 2)拉筋系统 牵引系统由牵引变频调速电机提供动力,经链条带动拉筋小车做直线运动,完成纵筋牵引焊接,拉筋速度根据要求可进行较大范围内的调节,以调节环筋的疏密,同时拉筋小车具有自动返回功能。 3)电极系统 气动电极,自动调节预紧力,预压力相对恒定,较弹簧预压相比,具有电极冲击小,电极磨损小,焊点更加牢固的特点,焊接过程中的飞溅进一步减小,电极寿命进一步得到延长,在自动焊接过程中电极系统保持相同的距离不变,保证焊接电极与电极板的间距及焊接压力相等。 2、焊接控制部分主要由:焊接控制系统、焊接控制主回路系统组成。 1)焊接控制系统:由全数字式焊接控制器和接近开关构成,以实现焊接规范的调节和焊接过程的完成。 2)焊接控制主回路系统: 主要由焊接变压器、可控硅元件、铜导体、水冷系统组成,由焊接变压器提供足够的焊接电流,可控硅元件作为焊接回路的无触点开关,和焊接电流调节。冷却管路通过对变压器、可控硅电极的冷却,为设备的正常工作提供保证。